
Máy đột dập, cắt và đánh dấu thép góc CNC BL2020C BL1412S




| KHÔNG. | Mục | Tham số | |
| BL2020C | BL1412S | ||
| 1 | Gia công thép góc | ∠63×3~∠200×20 | ∠40×3 ~ ∠140×12 |
| 2 | Đường kính đột tối đa | 25,5mm | |
| 3 | Lực đấm danh nghĩa | 950KN | 540KN |
| 4 | Lực đánh dấu danh nghĩa | 1030KN | |
| 5 | Số lượng đầu đột mỗi bên | 3 | 2 |
| 6 | Chiều dài trống tối đa | 12m | |
| 7 | Số lượngđánh dấutiêu đề | 4 nhóm | |
| 8 | Kích thước ký tự | 14*10*19mm | |
| 9 | Phương pháp cắt | Cắt hai cạnh | |
| 10 | Kích thước máy | 25,4m x 7m x 2,2m | 26m x 7m x 2,2m |
1. Cấu trúc chính bao gồm một bộ phận đánh dấu, hai bộ phận đột dập và một bộ phận cắt.
1) Bộ phận đánh dấu sử dụng thân kín, rất chắc chắn. Với bốn hộp tiền tố có thể thay thế, mỗi hộpÔ nhập tiền tố có thể chứa 10 ký tự.
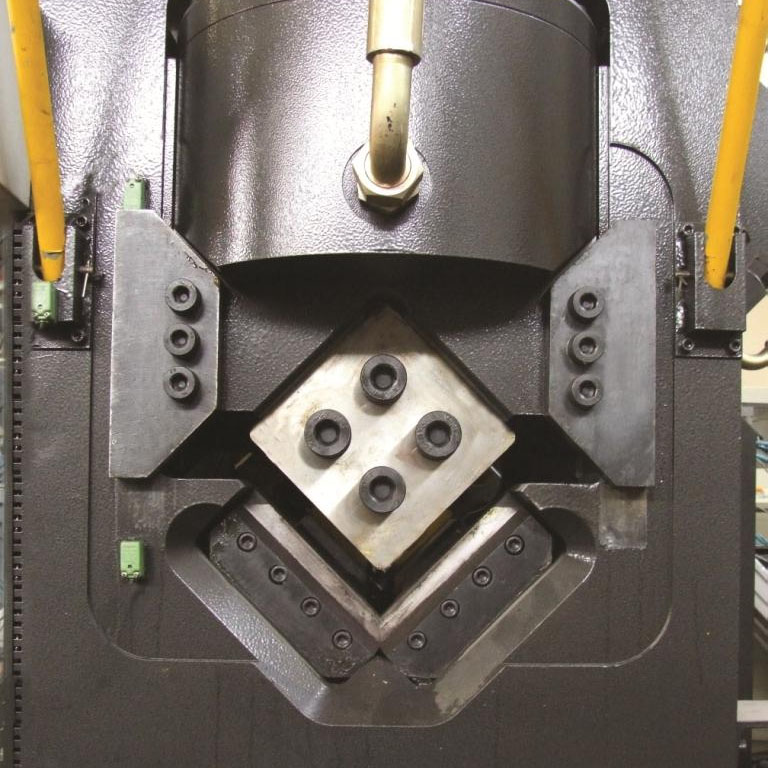
2) Bộ phận đột dập sử dụng thiết kế thân kín, rất chắc chắn và có thể lắp đặt trên bệ kín.Khung đỡ vật liệu toàn chiều dài và thiết bị ép đảm bảo khoảng cách chính xác. Mỗi bộ phận đột dập đều được trang bịBa bộ khuôn dập để đục ba lỗ có đường kính khác nhau ở mỗi bên của thanh góc.
Bộ truyền động làm thay đổi khoảng cách giả định, và khoảng cách giả định được điều chỉnh liên tục.
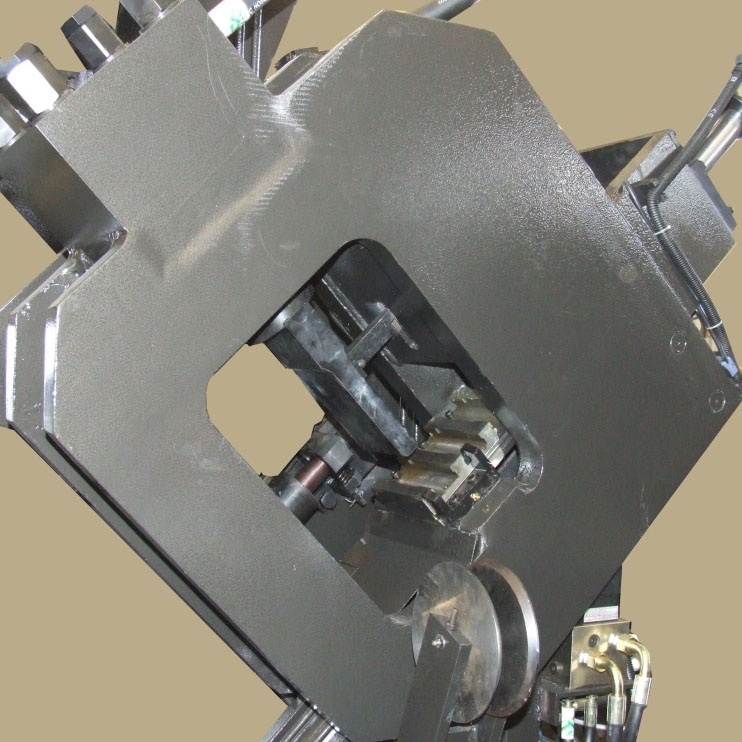
3) Bộ phận cắt sử dụng thiết kế thân kín, rất chắc chắn. Cơ chế cắt hai lưỡi đảm bảo khả năng cắt hiệu quả.Bề mặt cắt gọn gàng và khe hở dễ điều chỉnh. Cơ chế cắt bằng một lưỡi dao đảm bảo phần cắt gọn gàng và khe hở dễ điều chỉnh.
Đơn vị đánh dấu
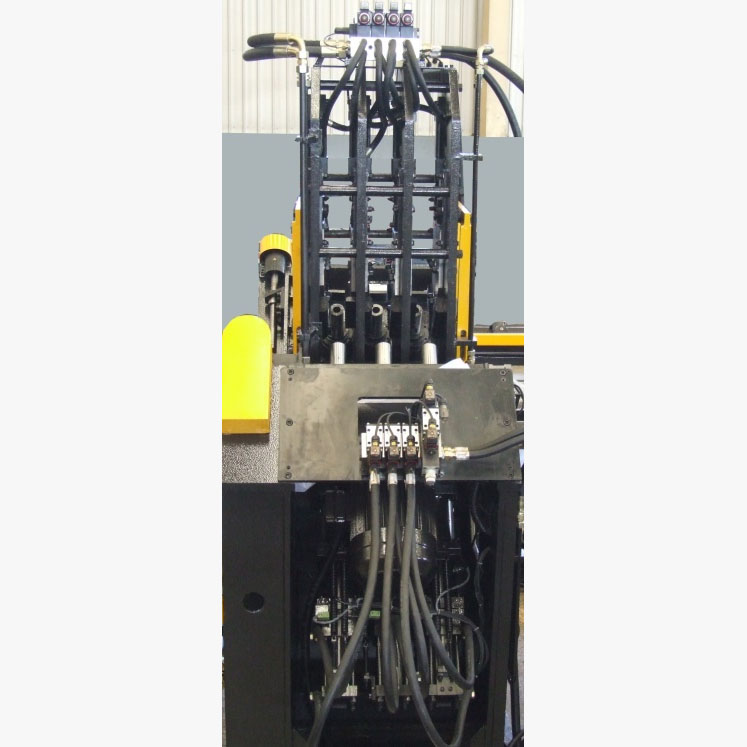
Đơn vị đột dập
Máy cắt
2. Thép góc được kẹp bằng kẹp khí nén và di chuyển nhanh để định vị. Hệ thống cấp liệu trục X sử dụng động cơ servo.Hệ thống truyền động, phản hồi bằng bộ mã hóa quay, điều khiển vòng kín hoàn toàn, độ chính xác cao.
3. Lò đốt ngang bao gồm bốn dây chuyền có bánh răng và một khung thân. Các dây chuyền được giảm tốc bởi động cơ.Được vận hành bằng máy móc.
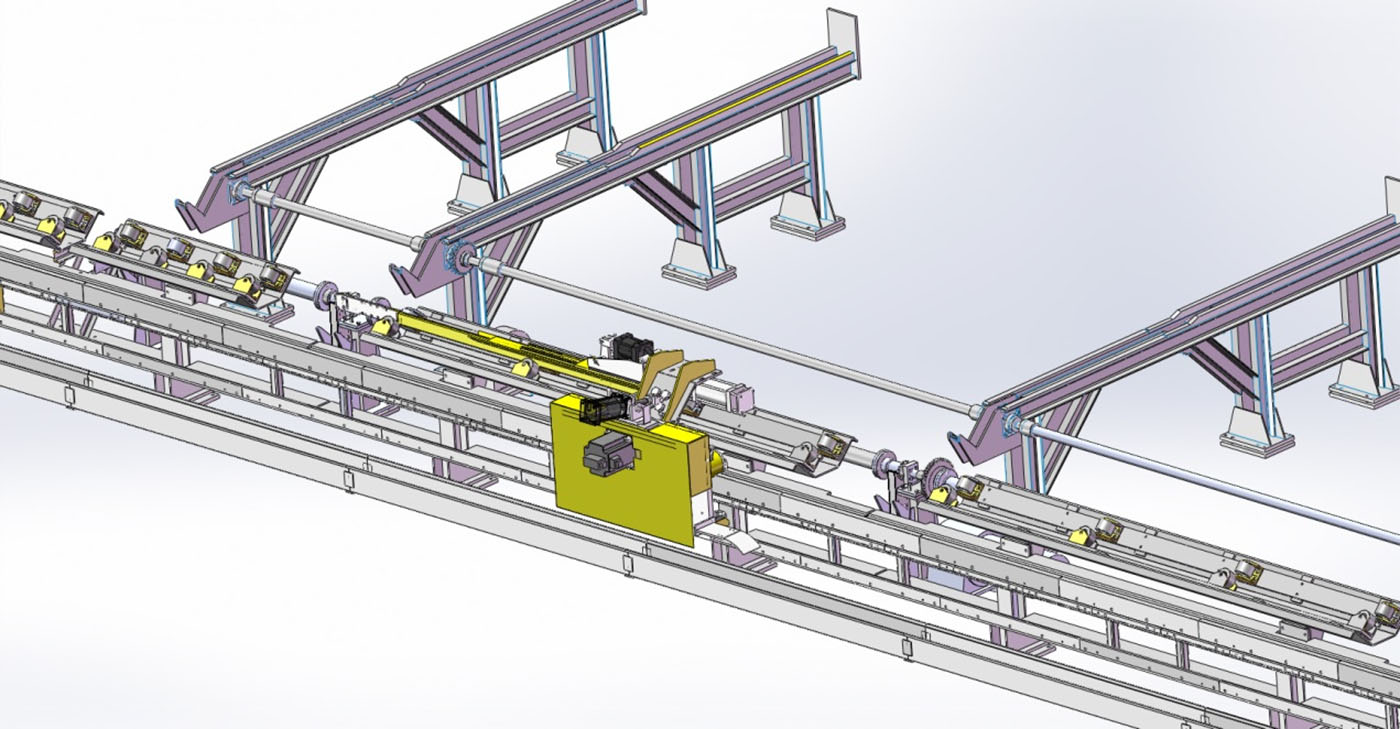
4. Bộ cấp liệu quay được dẫn động bởi động cơ thông qua bộ giảm tốc và xích, và quay thanh thép góc trên băng tải cấp liệu nằm ngang vào băng tải dọc.
5. Kênh dẫn liệu bao gồm thân kênh dẫn liệu và xi lanh. Thép góc thành phẩm được đẩy ra khỏi dây chuyền sản xuất nhờ chuyển động quay sau khi ra khỏi bộ phận máy chính.

6. Máy có ba trục CNC: Di chuyển và định vị xe cấp liệu, và di chuyển lên xuống và định vị khung khuôn của bộ phận đột dập.
7. Xi lanh khí nén, van điện từ, van thủy lực, bộ điều khiển lập trình PLC, động cơ servo, bộ điều khiển động cơ, v.v… được cấu thành bởi máy đều là các bộ phận nhập khẩu, có chất lượng cao và đảm bảo độ tin cậy cao cũng như độ chính xác cao của thiết bị.
8. Việc lập trình trên máy tính rất dễ dàng, và nó có thể hiển thị đồ họa vật liệu và kích thước tọa độ vị trí lỗ, thuận tiện cho việc kiểm tra. Việc sử dụng máy tính chủ giúp quản lý dễ dàng hơn trong việc lưu trữ và gọi chương trình; hiển thị đồ họa; chẩn đoán lỗi và giao tiếp từ xa.

| NO | Tên | Thương hiệu | Quốc gia |
| 1 | Động cơ servo AC | Đồng bằng | Đài Loan, Trung Quốc |
| 2 | PLC | Đồng bằng | |
| 3 | Bơm cánh kép | Albert | Hoa Kỳ |
| 4 | Van xả điện từ | ATOS/Yuken | Ý / Đài Loan, Trung Quốc |
| 5 | Van xả áp | ATOS/Yuken | |
| 6 | Van xả áp điện từ | ATOS/Yuken | |
| 7 | Van điều hướng thủy lực điện | JUSTMARK | Đài Loan, Trung Quốc |
| 8 | Van điều hướng điện từ | JUSTMARK | |
| 9 | Van kiểm tra | JUSTMARK | |
| 10 | Van khí | AirTAC | |
| 11 | Bus bar | AirTAC | |
| 12 | Giá trị không khí | AirTAC | |
| 13 | Xi lanh | SMC/CKD | Nhật Bản |
| 14 | Nhà song lập | SMC/ CKD | |
| 15 | Máy tính | Lenovo | Trung Quốc |



Thông tin tóm tắt về công ty

Thông tin nhà máy

Công suất sản xuất hàng năm

Khả năng giao dịch