





Máy đột dập, cắt và đánh dấu thanh chữ U và thanh phẳng CNC PUL14




| Đang làm việc vật liệuphạm vi | 80x43x5~140x60x8mm(Kênh U() |
| 40x3-80x8mm(Thanh phẳng() | |
| Vật liệukiểu | Q235 |
| Lực đấm danh nghĩa | 950KN |
| Đường kính đục lỗ tối đar | φ26mm(Trònhố() |
| φ22x60mm(Hình bầu dụchố() | |
| Số lần đấmvị trí | 3 |
| Đánh dấu lực danh nghĩa | 630KN |
| Số lượngđánh dấucác nhóm | 4 |
| Số lượngđánh dấumỗi nhóm | 10 |
| Tính cáchkích cỡ | 14x10x19mm |
| Lực cắt danh nghĩa | 750KN(thép dải() |
| 1000KN(Kênh- thép() | |
| Cắt đứtcách thức | Đơncắt lưỡi dao |
| Tối đanguyên liệu thôlength | 9m |
| Đã hoàn thành tối đavật liệuchiều dài | 3m |
| Độ chính xác gia công | Đáp ứng các yêu cầu của tiêu chuẩn GB/T 2694-2010. |
| Chế độ làm mát | làm mát bằng nước |
| Tổng công suất của thiết bị | 33KW |
| Kích thước máy | 27x9x2.2m |
| Trọng lượng tịnh | Khoảng 14tấn |
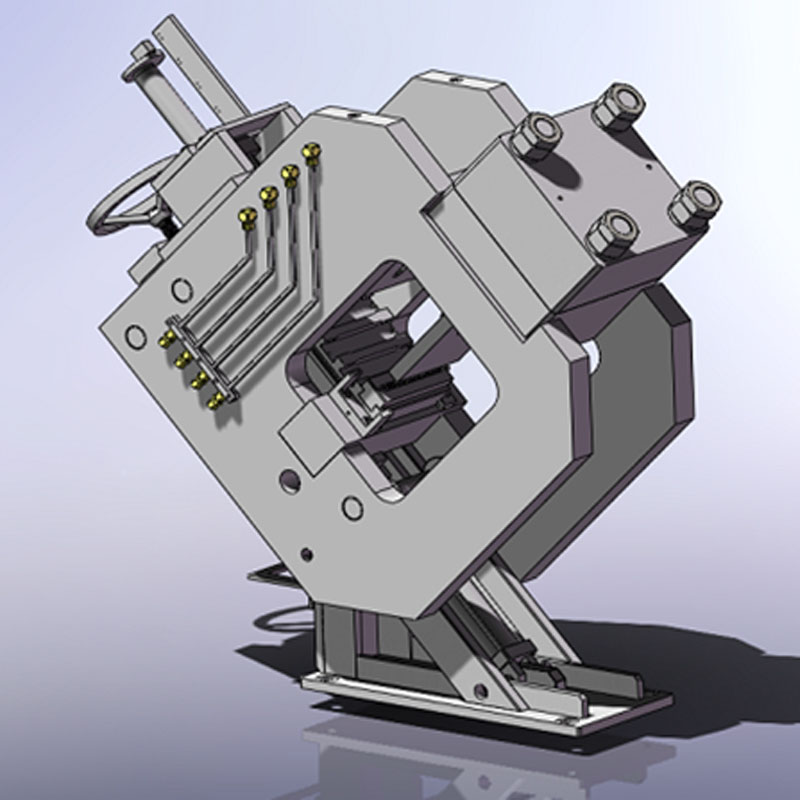
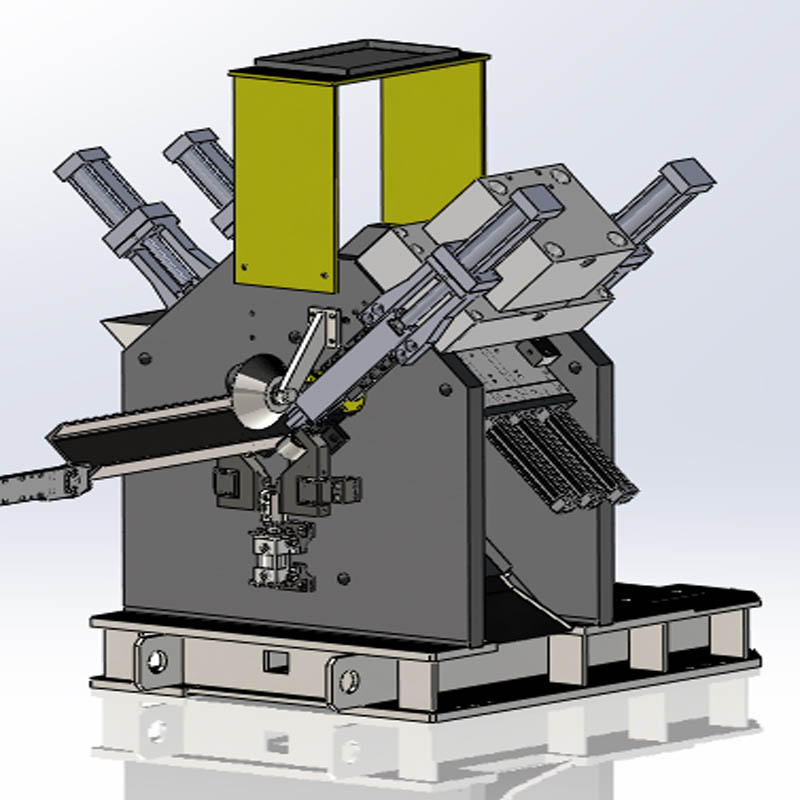
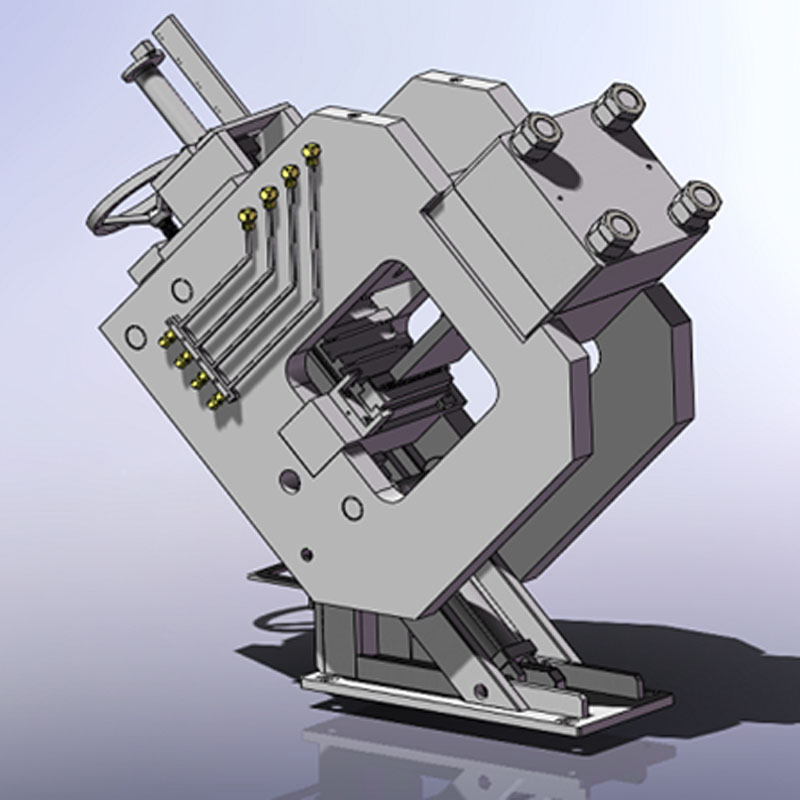
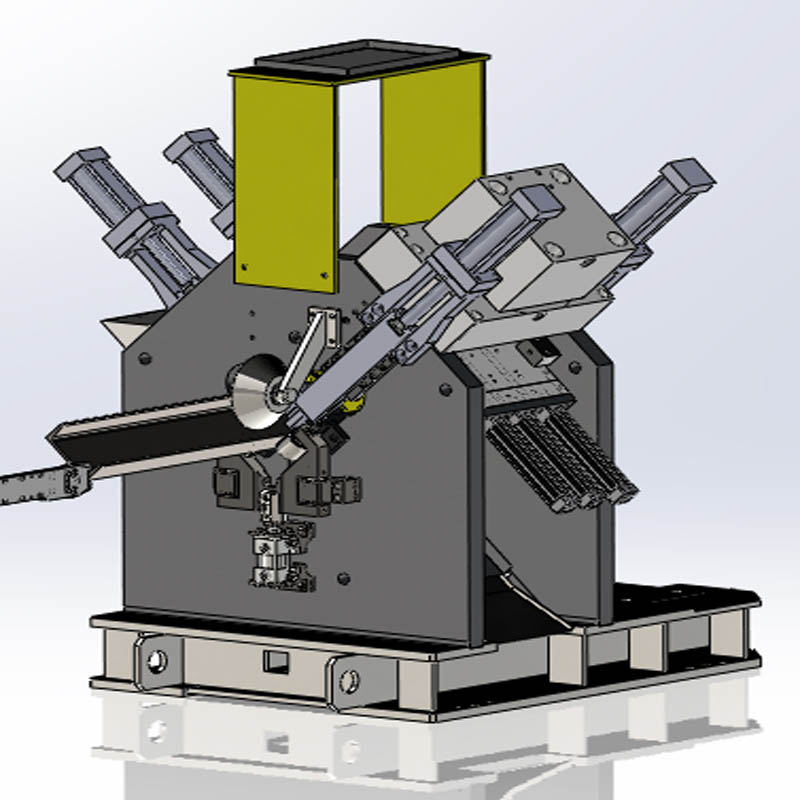
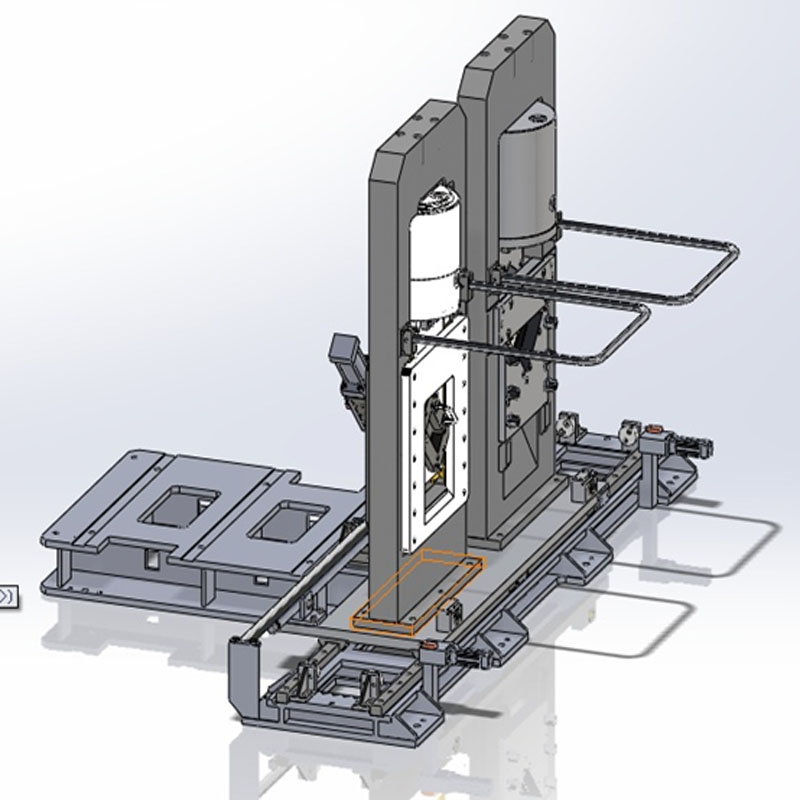
1. Máy chính bao gồm bộ phận đánh dấu, bộ phận đột dập và bộ phận cắt.
① Bộ phận đánh dấu sử dụng thân máy kín. Với bốn hộp chứa ký tự có thể thay thế, mỗi hộp có thể chứa 10 ký tự; Vật liệu thép dạng rãnh chỉ có thể được đánh dấu trên bề mặt dạng cuộn.
② Bộ phận đột dập sử dụng thân kín, có thể đột ba lỗ với đường kính khác nhau (lỗ tròn và lỗ oval) trên vật liệu.
③ Bộ phận cắt gồm hai thiết bị cắt: cắt thanh phẳng và cắt rãnh. Cơ chế cắt bằng một lưỡi dao được sử dụng để đảm bảo mặt cắt gọn gàng, dễ dàng điều chỉnh khe hở cắt và tiết kiệm vật liệu.
2. Vật liệu được kẹp chặt bằng kẹp khí nén và di chuyển nhanh chóng để định vị. Vật liệu được điều khiển bằng động cơ servo và hệ thống bánh răng thanh răng, với độ chính xác định vị cao.
3. Băng tải ngang gồm bốn xích với các khối dịch chuyển và khung thân, xích được dẫn động bởi động cơ thông qua bộ giảm tốc.
4. Băng tải đầu ra bao gồm băng tải và xi lanh. Sau khi sản phẩm hoàn thiện được đưa ra khỏi bộ phận chính của máy, nó sẽ được quay và vận chuyển ra khỏi dây chuyền sản xuất.
5. Máy có ba trục CNC: chuyển động và định vị xe cấp liệu, và chuyển động lên xuống và định vị các dụng cụ đột dập.
6. Việc lập trình trên máy tính rất đơn giản, có thể hiển thị hình ảnh vật liệu và kích thước tọa độ vị trí lỗ, thuận tiện cho việc kiểm tra. Việc quản lý bằng máy tính chủ giúp đơn giản hóa đáng kể việc lưu trữ và gọi chương trình; hiển thị đồ họa; chẩn đoán lỗi và giao tiếp từ xa.
7. Chế độ làm mát của bộ nguồn thủy lực: làm mát bằng nước hoặc làm mát bằng không khí (tùy chọn).
| NO | Tên | Thương hiệu | Quốc gia |
| 1 | Động cơ servo AC | Delta/Schneider | Đài Loan, Trung Quốc / Pháp |
| 2 | PLC | Yokogawa/ Schneiderr | Nhật Bản / Pháp |
| 3 | Mô-đun đầu vào | Yokogawa/ Schneiderr | Nhật Bản / Pháp |
| 4 | mô-đun đầu ra | Yokogawa/ Schneiderr | Nhật Bản / Pháp |
| 5 | Mô-đun định vị | Yokogawa/ Schneiderr | Nhật Bản / Pháp |
| 6 | Công tắc tơ | Siemens | Đức |
| 7 | Công tắc động cơ | Siemens | Đức |
| 8 | Chuỗi hỗ trợ | Kabel | Đức |
| 9 | Van xả điện từ | ATOS | Ý |
| 10 | Van xả áp | ATOS | Ý |
| 11 | Van điều hướng thủy lực điện | JUSTMARK | Đài Loan, Trung Quốc |
| 12 | Tấm kéo | AirTAC | Đài Loan, Trung Quốc |
| 13 | Van khí | AirTAC | Đài Loan, Trung Quốc |
| 14 | Xi lanh | SMC | Nhật Bản |
| 15 | Nhà song lập | SMC | Nhật Bản |
Lưu ý: Nhà cung cấp nêu trên là nhà cung cấp tiêu chuẩn của chúng tôi. Nếu nhà cung cấp nêu trên không thể cung cấp linh kiện trong trường hợp có vấn đề đặc biệt, linh kiện có thể được thay thế bằng linh kiện cùng chất lượng của thương hiệu khác.



Thông tin tóm tắt về công ty  Thông tin nhà máy
Thông tin nhà máy  Công suất sản xuất hàng năm
Công suất sản xuất hàng năm  Khả năng giao dịch
Khả năng giao dịch 

